語言選擇:




折疊式散熱(rè)器水箱管(B型管)的釺焊問(wèn)題
B型管的釺焊問(wèn)題
若幹年(nián)前市場上已經開發出用于散熱(rè)器的折疊水箱管(或B型管,實際上也包括德爾福開發的微通道型的折疊管)。大(dà)多數熱(rè)交換器制造商的專利設計(jì)略有不同。
下圖顯示了三種不同的B型管設計(jì):
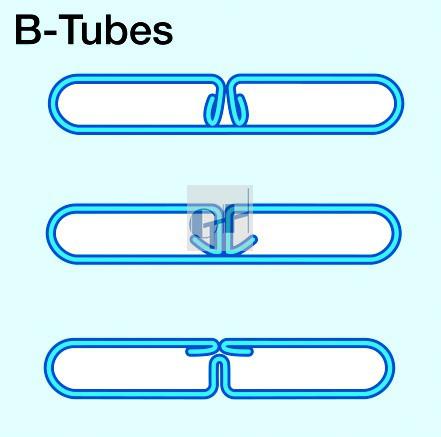
折疊管是通過多步驟輥壓成型工(gōng)藝由薄闆卷制成的,從(cóng)而使薄闆逐漸變成“ B”形。 B型管具有某些優勢-特别是在強度方面。B型管闆的折疊端釺焊在管内部,這在壁之間形成了非常堅固的橋梁。這使得(de)B型管擁有較高的耐爆破壓力。
B管輥軋成形工(gōng)藝部分(fēn)取代了高頻焊接工(gōng)藝。标準扁平高頻散熱(rè)器管(包括水箱管,油冷(lěng)器管和中冷(lěng)器管等)在一側進行高頻焊接,而折疊管則是在後續釺焊過程中連接在一起。通常觀察到,折疊管(“ B型管”)比高頻焊管更難釺焊。
其中有些問(wèn)題與釺劑覆蓋率有關,另外的一些問(wèn)題則是由于折疊管中可(kě)用的釺料比高頻焊管更多而造成熔蝕有關。所有折疊管設計(jì)的一個共同特征是,在管壁表面的平坦外部與翅片波峰間存在三角形間隙。該間隙是由于B型管中存在褶皺而産生(shēng)的。這是管子到主闆接頭的常見(jiàn)故障部位,因爲接頭處沒有足夠的填充金屬,無法形成适當的焊角。
爲了避免後續麻煩的管内釺劑塗敷并最大(dà)程度地減少冷(lěng)卻回路(lù)中的釺劑殘留量,通常使用針頭在制管機(jī)上對折痕(所謂的支腳)同步進行釺劑塗敷變得(de)越來(lái)越普遍。在随後的折疊操作(zuò)中,沿管腳與管内表面接觸的位置塗敷的釺劑膏形成細小釺劑珠。這種操作(zuò)需要特殊配制的釺劑。爲此,我們提供了幾種具有不同釺劑濃度,粘度範圍和添加劑的配方。
折疊管設計(jì)的另一個共同特征是,翅片到管的焊角在折疊管側始終比在非折疊管側大(dà)。這歸因于由管中的折痕形成的路(lù)徑,該路(lù)徑允許釺料從(cóng)主闆,管子向上流動,并從(cóng)管折闆向翅片到管焊角流動。
釺焊中存在的主要現象是毛細現象,即将釺料吸入焊角的動力。熱(rè)交換器芯體(tǐ)可(kě)被認爲是毛細管部位的複雜矩陣。在非折疊管設計(jì)中(例如(rú)高頻焊管),所有焊角都(dōu)被認爲是獨立的,即沒有焊角連接。而在折疊管中,在大(dà)多數情況下,毛細現象會将釺料從(cóng)接縫周圍的直接區域抽入翅片到管以及管與主闆的接縫中。
采用折疊管後,許多先前分(fēn)離(lí)的接頭将相(xiàng)互連接并相(xiàng)互依賴。管折痕一側的翅片到管的接頭現在沿着管的折痕直接與相(xiàng)鄰焊角接觸,該折痕在主闆槽處也與管到集管的接頭接觸。現在,熱(rè)交換器具有一個延伸區域,可(kě)從(cóng)中抽出釺料,因爲翅片到管接頭的可(kě)用複合層現在延伸到了整個管縫長度上,甚至包括主闆。在釺焊過程中,芯體(tǐ)的中心會加熱(rè)得(de)更快(kuài)(因爲與主闆和側闆的較重的熱(rè)質量相(xiàng)比,中心重量更輕易于升溫)并産生(shēng)溫度梯度。來(lái)自(zì)主闆的釺料能夠沿着接縫的整個長度向下移動,從(cóng)而耗盡了管子到主闆接頭之間有價值的釺料的面積。結果是,較小的管子與主闆之間的接頭具有更大(dà)的故障風(fēng)險,并且在管子的折疊側具有較大(dà)的管子到翅片的接頭。
減少釺料沿着接縫的流動而導緻釺料在管子到翅片的接頭飽和的一種方法,是将Mg加入到翅片中。這可(kě)以追溯到競争接頭的原理(lǐ)。在該原理(lǐ)中,鎂含量較高的接頭将吸收較少的釺料。通過在翅片中添加少量的Mg并保持其可(kě)釺焊性,翅片到管接頭的潤濕性會略微降低。翅片到管接頭既沒有從(cóng)主闆上也沒有從(cóng)管縫中抽出所有可(kě)用的釺料。釺料不再沿着管子運行。降低的潤濕性會迫使釺料留在管縫中,并留在管與主闆的接頭處。
如(rú)果在折疊管的一側發現過大(dà)的翅片到翅片的接頭的問(wèn)題和/或如(rú)果翅片到主闆的接頭很小并且通常由于缺少釺料而導緻失效,則可(kě)以考慮利用上述功能使用含鎂量更高的翅片。
如(rú)有需要上述B型管預塗釺劑膏,歡迎聯系我公司。
以上信息來(lái)源于SOLVAY公司網站(zhàn),本公司翻譯并稍有修改。
聯系人(rén):張傑
手機(jī): +86 133 1196 7521
電話(huà): 13311967521
郵箱: fcw.brazing@gmail.com
地址: 上海市松江區泖港鎮中厍路(lù)
